راهنمای کامل تعویض قطعات پرینتر سه بعدی (FDM و رزینی)

راهنمای تعویض قطعات پرینتر سه بعدی دقیقاً زمانی اهمیت پیدا میکند که کیفیت چاپ افت کرده، نازل مدام میگیرد، دما نوسان دارد یا قطعه بهدرستی به بستر نمیچسبد. در بسیاری از موارد، این نشانهها به معنای خرابی جدی دستگاه نیستند؛ بلکه یکی از قطعات مصرفی به پایان عمر مفید خود نزدیک شده است و با یک تعویض بهموقع، عملکرد پرینتر به حالت پایدار برمیگردد.
پرینتر سهبعدی، بهویژه در مدلهای FDM و رزینی، مجموعهای از قطعاتی دارد که بهطور طبیعی تحت فشار حرارتی، مکانیکی یا شیمیایی قرار میگیرند. نازل در تماس مداوم با فیلامنت داغ است، تسمهها کشش پیوسته را تحمل میکنند، و در پرینترهای رزینی، فیلم مخزن در معرض تماس مستقیم با رزین و نور UV قرار دارد. این فرسایش تدریجی بخشی از چرخه عادی کار دستگاه است و اگر مدیریت نشود، به افت کیفیت یا حتی آسیبهای پرهزینه منجر میشود.
در این مقاله، قطعات پرینتر سه بعدی را بهصورت دقیق و دستهبندیشده بررسی میکنیم، علائم زمان تعویض هرکدام را توضیح میدهیم و در ادامه، راهنمای عملی و زمانبندی استاندارد برای تعویض آنها ارائه خواهیم کرد. هدف این است که بتوانید پیش از تبدیل شدن یک نشانه ساده به مشکل جدی، تصمیم درست بگیرید و پرینتر خود را در بهترین وضعیت عملکرد نگه دارید.
قطعات مصرفی پرینتر سه بعدی دقیقاً کداماند؟
وقتی از «قطعات مصرفی» صحبت میکنیم، منظور قطعاتی است که در اثر استفاده عادی دستگاه، بهمرور دچار سایش، تغییر شکل، افت عملکرد یا کاهش دقت میشوند. این فرسودگی تدریجی است و معمولاً قبل از خرابی کامل، با علائم مشخصی خودش را نشان میدهد. شناخت این قطعات کمک میکند بین یک مشکل ساده قابلحل و یک ایراد جدی تمایز قائل شوید.
در ادامه، قطعات مصرفی را بر اساس دو تکنولوژی رایج پرینتر سه بعدی یعنی FDM و رزینی (SLA/LCD) تفکیک میکنیم.
قطعات مصرفی پرینتر سه بعدی FDM (فیلامنتی)
در پرینترهای FDM بیشترین استهلاک مربوط به بخش اکستروژن و سیستم حرکتی است، چون هم در معرض دمای بالا هستند و هم تنش مکانیکی مداوم دارند.
مهمترین قطعات مصرفی در FDM عبارتاند از:
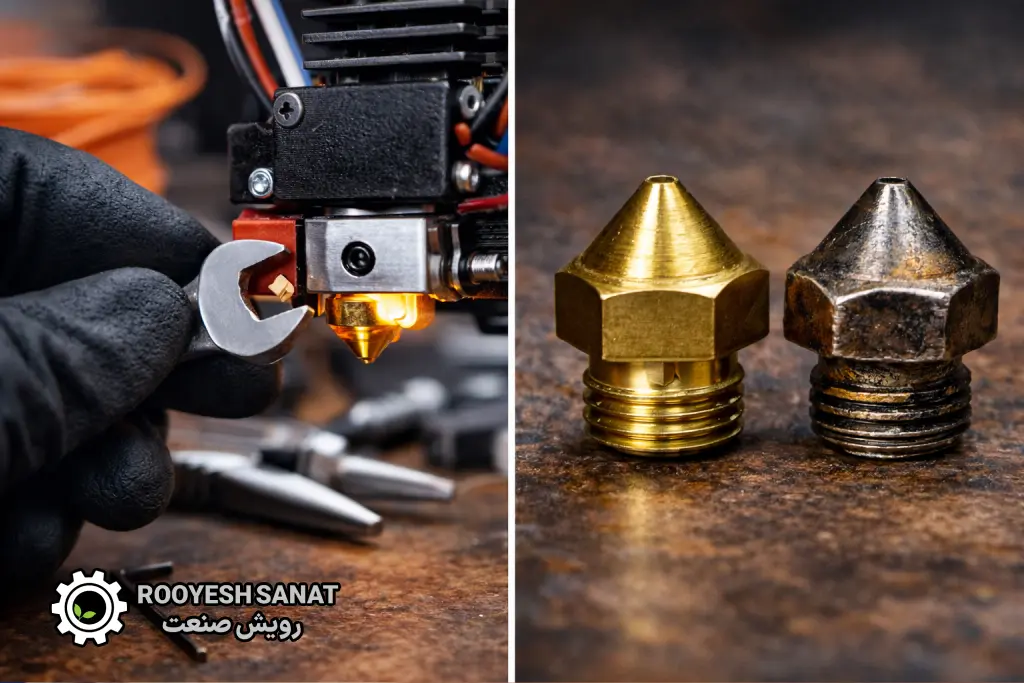
- نازل (Nozzle):
قطعهای کوچک اما بسیار حیاتی. عبور مداوم فیلامنت داغ، بهویژه فیلامنتهای ساینده مثل کربنفایبر یا گلو، باعث سایش تدریجی دهانه نازل میشود. تغییر قطر خروجی حتی در حد صدم میلیمتر میتواند کیفیت لایهها را تحت تأثیر قرار دهد. - لوله PTFE یا مسیر هدایت فیلامنت / Heatbreak:
در هاتاندهای نوع Bowden یا برخی هاتاندهای هیبریدی، لوله PTFE در تماس با حرارت و اصطکاک است. تغییر رنگ، جمعشدن یا سوختگی انتهای لوله از نشانههای پایان عمر آن است. - چرخدنده اکسترودر و قطعه Idler:
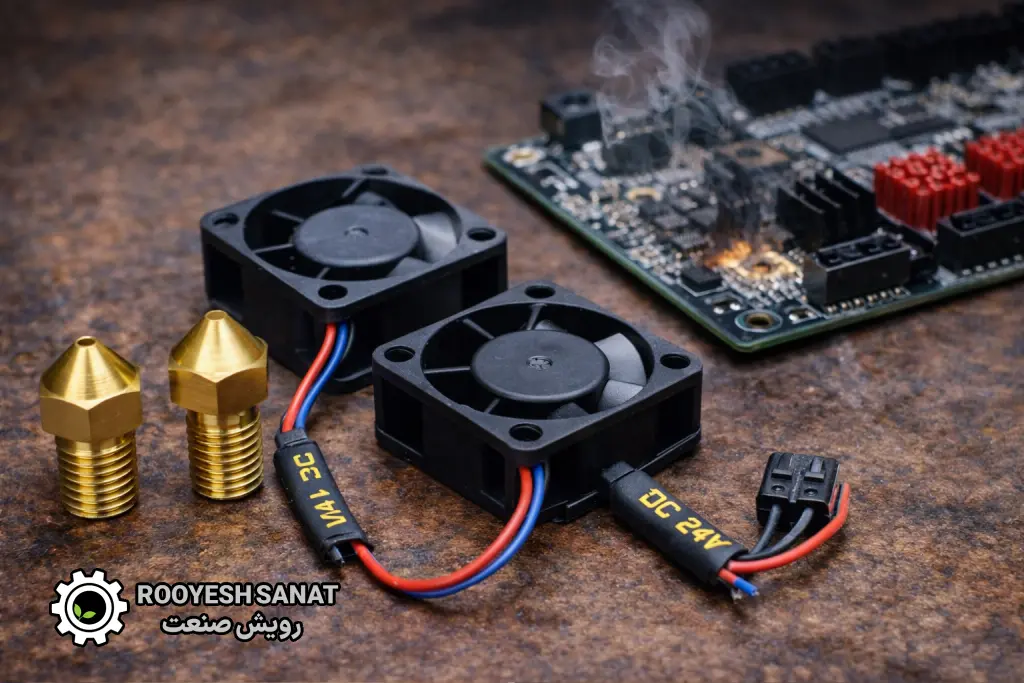
دندانههای چرخدنده در اثر فشار مداوم روی فیلامنت ممکن است ساییده شوند. نتیجه آن لغزش فیلامنت و پدیده Under-extrusion است. - فنهای هاتاند و فن خنککننده قطعه:
کارکرد طولانیمدت در محیط پرگردوغبار باعث افت راندمان یا ایجاد صدای غیرعادی میشود. کاهش جریان هوا مستقیماً روی کیفیت چاپ اثر میگذارد. - ترمیستور و هیتر کارتریج:
این قطعات در دمای بالا کار میکنند. نوسان دما، خطای حرارتی یا نمایش دمای غیرواقعی میتواند نشانه ضعف یا خرابی آنها باشد. - تسمهها و قطعات انتقال حرکت (محورهای X/Y):
کشش مداوم باعث کشآمدن یا ترکهای ریز در تسمه میشود. نتیجه آن ایجاد لرزش، ghosting یا کاهش دقت ابعادی است. - سطح چاپ (PEI، شیشه، صفحه مغناطیسی و چسبها):
خطوخش، کاهش چسبندگی یا جدا شدن پوشش سطحی از علائم رایج فرسودگی این بخش است.
قطعات مصرفی پرینتر سه بعدی رزینی (SLA / LCD)
در پرینترهای رزینی، استهلاک بیشتر ماهیت شیمیایی و نوری دارد تا مکانیکی. تماس مستقیم رزین با فیلم مخزن و نور UV، اصلیترین منبع فرسایش است.
قطعات مصرفی مهم در این مدلها شامل موارد زیر است:
- فیلم FEP (یا PFA/nFEP):
مهمترین قطعه مصرفی در پرینتر رزینی. کدر شدن، ایجاد خطوخش عمیق یا سوراخ شدن آن باعث چسبیدن قطعه به مخزن یا نشت رزین میشود. - رزین:
خود ماده چاپ نیز مصرفی است. قرار گرفتن طولانی در معرض نور محیط یا رطوبت میتواند خواص آن را تغییر دهد و روی کیفیت چاپ اثر بگذارد. - نمایشگر LCD (نیمهمصرفی):
در مدلهای LCD، این قطعه عمر محدودی دارد و بعد از تعداد مشخصی ساعت تابش UV ممکن است شدت نور یکنواخت نباشد یا نقاط مرده ایجاد شود. - صفحه ساخت (Build Plate):
خطوخش عمیق یا عدم تراز مناسب میتواند باعث افت چسبندگی اولیه شود. - مخزن رزین و واشرهای آببندی:
تماس مداوم با مواد شیمیایی ممکن است باعث تغییر شکل یا کاهش آببندی شود.
مقایسه قطعات مصرفی پرینتر سه بعدی FDM و رزینی
درک تفاوت نوع استهلاک در این دو تکنولوژی به شما کمک میکند بهتر تصمیم بگیرید چه زمانی و با چه دقتی قطعهای را تعویض کنید.
| نوع پرینتر | قطعات مصرفی کلیدی | علائم رایج فرسودگی | ریسک تعویض اشتباه |
| FDM (فیلامنتی) | نازل، PTFE/Heatbreak، چرخدنده اکسترودر، فنها، تسمهها، سطح چاپ | افت کیفیت لایهها، گرفتگی، نوسان دما، صدا و لرزش، کاهش چسبندگی | آسیب به رزوه هاتاند، نشتی مذاب، تنظیم نادرست کشش تسمه یا دما |
| رزینی (SLA/LCD) | فیلم FEP، رزین، LCD، صفحه ساخت، واشر مخزن | چسبیدن قطعه به مخزن، کدر شدن فیلم، نشتی رزین، نوردهی نامنظم | نشت رزین، آسیب به LCD، کاهش دقت ابعادی و خرابی قطعات داخلی |
در این مرحله، تصویر کلی قطعات مصرفی را دارید. در بخش بعدی، بهصورت دقیق بررسی میکنیم از روی چه علائمی میتوان فهمید که زمان تعویض هر قطعه رسیده است و چطور مشکل را بهدرستی به قطعه مرتبط نسبت دهیم.
از کجا بفهمیم وقت تعویض قطعات پرینتر سه بعدی رسیده؟
مهمترین مهارت در نگهداری پرینتر سهبعدی این نیست که بلد باشید قطعه را باز کنید؛ این است که درست تشخیص دهید مشکل از کجاست. بسیاری از کاربران، اولین نشانه افت کیفیت را به تنظیمات اسلایسر نسبت میدهند، در حالی که ریشه مشکل معمولاً یک قطعه مصرفی فرسوده است.
در این بخش، علائم را به سه دسته تقسیم میکنیم:
کیفیت چاپ، علائم حرارتی/الکترونیکی و نشانههای مکانیکی. این تفکیک کمک میکند مسیر عیبیابی کوتاهتر و دقیقتر شود.
علائم در کیفیت چاپ (Print Symptoms)
وقتی کیفیت خروجی تغییر میکند، اولین جایی که باید بررسی شود بخش اکستروژن و سطح چاپ است.
نشانههای رایج:
- Under-extrusion (کمبود اکستروژن):
دیوارههای نازکتر از حد انتظار، لایههای ناقص یا فاصلهدار. معمولاً به گرفتگی یا سایش نازل، لغزش چرخدنده اکسترودر یا مشکل در PTFE مربوط است. - خطوط ناپیوسته یا قطع و وصل شدن لایهها:
اغلب ناشی از گرفتگی جزئی نازل یا فشار نامنظم فیلامنت. - Stringing (نخکشی بین قطعات):
میتواند به تنظیمات ریترکشن مربوط باشد، اما در بسیاری موارد نشانه سایش نازل یا افت کنترل دمایی نیز هست. - لایههای خشن یا سطح زبر:
اگر قبلاً چاپ صاف داشتهاید و حالا سطح کار زبر شده، احتمال سایش دهانه نازل وجود دارد. - Warping یا جدا شدن گوشهها از بستر:
در کنار تنظیمات دمایی، کاهش کیفیت سطح چاپ یا آسیب به پوشش PEI از دلایل رایج است. - چسبندگی ضعیف به بستر:
اگر بعد از تراز دقیق هم قطعه نمیچسبد، ممکن است سطح چاپ فرسوده یا آلوده شده باشد.
علائم حرارتی و الکترونیکی
این دسته معمولاً جدیتر به نظر میرسد، اما بسیاری از مواقع به یک قطعه مصرفی کوچک مرتبط است.
نشانههای مهم:
- نوسان دما (Temperature Fluctuation):
بالا و پایین شدن غیرعادی دما در حین چاپ، میتواند نشانه ضعف ترمیستور یا اتصال ناپایدار آن باشد. - خطای Thermal Runaway:
اگر دستگاه چندبار با این خطا متوقف شده، بررسی سلامت هیتر کارتریج و ترمیستور ضروری است. - نمایش دمای غیرواقعی:
دمایی که با رفتار واقعی مذاب همخوانی ندارد، اغلب به خرابی سنسور دما مربوط است. - خاموش یا ریست شدن ناگهانی هنگام گرم شدن:
میتواند ناشی از مشکل در هیتر، سیمکشی یا در موارد نادر برد اصلی باشد، اما قبل از هر چیز قطعات حرارتی را بررسی کنید.
علائم مکانیکی
بخش مکانیکی اگرچه بهظاهر ساده است، اما نقش مستقیمی در دقت ابعادی و کیفیت نهایی دارد.
نشانههای قابلتوجه:
- صدای غیرعادی یا تقتق هنگام حرکت محور:
ممکن است تسمه کش آمده یا یاتاقان دچار فرسودگی شده باشد. - لقی در حرکت هد یا بستر:
لقی بیش از حد میتواند به شلشدن پیچها یا فرسایش قطعات حرکتی مربوط باشد. - Ghosting / Ringing در دیوارهها:
موجهای تکرارشونده روی سطح قطعه اغلب به کشش نامناسب تسمه مرتبط است. - حرکت نامنظم یا گیرکردن محور:
میتواند از آلودگی ریلها یا خرابی بلبرینگ ناشی شود.
جدول عیبیابی سریع برای تعویض قطعات پرینتر سه بعدی
برای تصمیمگیری سریعتر، جدول زیر پرتکرارترین مشکلات را با محتملترین علت و اقدام پیشنهادی جمعبندی میکند. این جدول به شما کمک میکند پیش از باز کردن چند قطعه بهصورت همزمان، مسیر منطقیتری را طی کنید.
| مشکل چاپ | محتملترین علت | قطعه مرتبط | تست سریع | اقدام پیشنهادی |
| Under-extrusion | گرفتگی یا سایش نازل | نازل | اکستروژن دستی در دمای بالا | تمیزکاری یا تعویض نازل |
| قطع و وصل شدن فیلامنت | لغزش اکسترودر | چرخدنده/Idler | بررسی اثر دندانه روی فیلامنت | تنظیم فشار یا تعویض قطعه |
| نخکشی زیاد (Stringing) | سایش نازل یا دمای ناپایدار | نازل / ترمیستور | تست چاپ با دمای ثابت | بررسی نازل و سنسور |
| چسبندگی ضعیف | فرسودگی سطح چاپ | PEI / شیشه | تمیزکاری و تست مجدد | تعویض یا بازسازی سطح |
| نوسان دما | اتصال ناپایدار | ترمیستور | مشاهده نمودار دما | بررسی کابل یا تعویض |
| خطای Thermal Runaway | ضعف هیتر یا سنسور | هیتر/ترمیستور | گرمکردن بدون چاپ | تعویض قطعه حرارتی |
| صدای تقتق محور | کشش نامناسب تسمه | تسمه | بررسی دستی کشش | تنظیم یا تعویض تسمه |
| لرزش و موج روی دیواره | تسمه کشآمده | تسمه | چاپ مکعب تست | تنظیم دقیق کشش |
| چسبیدن قطعه به مخزن (رزینی) | فیلم FEP آسیبدیده | FEP | بررسی بصری زیر نور | تعویض فیلم |
| نوردهی نامنظم (رزینی) | ضعف LCD | LCD | تست الگوی نور | بررسی یا تعویض LCD |
در این مرحله، شما میتوانید بر اساس نشانهها، قطعه مشکوک را با احتمال بالاتری شناسایی کنید. در بخش بعدی، زمانبندی تعویض قطعات پرینتر سه بعدی را بر اساس نوع کاربری و شرایط استفاده بررسی میکنیم تا قبل از بروز این علائم، اقدام پیشگیرانه انجام دهید.
زمانبندی پیشنهادی تعویض قطعات مصرفی پرینتر سه بعدی (بر اساس کارکرد و نوع مواد)
یکی از اشتباهات رایج در نگهداری پرینتر سهبعدی این است که تعویض قطعات را فقط به بروز مشکل موکول میکنیم. در حالی که بسیاری از قطعات مصرفی، پیش از خرابی کامل، وارد مرحله افت عملکرد میشوند. اگر زمانبندی تقریبی داشته باشید، میتوانید قبل از کاهش کیفیت چاپ، اقدام پیشگیرانه انجام دهید.
عدد دقیق برای همه دستگاهها وجود ندارد؛ اما بر اساس تجربه عملی، رفتار مواد و استانداردهای رایج در پرینترهای FDM و رزینی، میتوان بازههای منطقی و کاربردی تعریف کرد.
چه عواملی عمر قطعات پرینتر سه بعدی را کم میکند؟
پیش از دیدن جدول، مهم است بدانید چرا ممکن است عمر قطعه شما کوتاهتر از مقدار معمول باشد:
- استفاده از فیلامنتهای ساینده (Carbon Fiber، Glow، Metal-filled):
این مواد دهانه نازل برنجی را سریعتر گشاد میکنند و حتی به چرخدنده اکسترودر فشار بیشتری وارد میکنند. - دمای چاپ بالا و مداوم:
چاپ طولانی با دمای نزدیک به حداکثر تحمل هاتاند، استهلاک ترمیستور، هیتر و PTFE را افزایش میدهد. - گردوغبار محیط کارگاه:
ورود ذرات به فنها، ریلها و چرخدنده اکسترودر باعث کاهش عمر آنها میشود. - سرعت و شتاب بالا:
تنظیمات تهاجمی (Acceleration و Jerk بالا) فشار بیشتری به تسمهها و قطعات حرکتی وارد میکند. - رطوبت مواد مصرفی:
فیلامنت یا رزین نامناسب میتواند باعث گرفتگیهای مکرر شود و استهلاک نازل یا فیلم مخزن را افزایش دهد. - عدم سرویس دورهای ساده (تمیزکاری و بازبینی):
سفتی بیشازحد پیچها، تمیز نکردن سطح چاپ یا ریلها، عمر قطعات را کاهش میدهد.
جدول زمانبندی تعویض بر اساس سناریو استفاده
اعداد زیر تقریبی و بر اساس کارکرد متوسط هستند. اگر علائم فرسودگی زودتر ظاهر شوند، معیار اصلی همان نشانههای عملکردی است نه صرفاً ساعت کار.
| قطعه | کاربری خانگی (سبک تا متوسط) | کاربری کارگاهی (مداوم) | استفاده از فیلامنت ساینده | نشانه پایان عمر |
| نازل برنجی | 3 تا 6 ماه یا 300–500 ساعت چاپ | 1 تا 3 ماه | 100–200 ساعت | افت دقت ابعادی، خطوط ناصاف، گشاد شدن خروجی |
| نازل فولادی سختکاریشده | 6 تا 12 ماه | 3 تا 6 ماه | 300–500 ساعت | کاهش یکنواختی اکستروژن |
| لوله PTFE | 6 تا 12 ماه | 3 تا 6 ماه | کوتاهتر در دمای بالا | تغییر رنگ، جمعشدگی، گرفتگی مکرر |
| چرخدنده اکسترودر | 12 ماه | 6 ماه | سریعتر در مواد سخت | لغزش فیلامنت، گردشدن دندانهها |
| فن هاتاند | 12 ماه | 6–9 ماه | مستقل از نوع ماده | صدای غیرعادی، افت خنککاری |
| تسمه محور X/Y | 12–18 ماه | 6–12 ماه | وابسته به شتاب بالا | کشآمدن، ghosting |
| سطح PEI | 6–12 ماه | 3–6 ماه | مستقل از ماده | کاهش چسبندگی، خراش عمیق |
| فیلم FEP (رزینی) | 2–4 لیتر رزین مصرفی | 1–2 لیتر رزین | — | کدر شدن، خطوخش، چسبیدن قطعه |
| LCD (رزینی) | 1000–2000 ساعت نوردهی | کمتر در استفاده سنگین | — | نوردهی نامنظم، نقاط مرده |
نکته مهم درباره زمانبندی
- اگر از فیلامنتهای ساینده استفاده میکنید، نازل برنجی گزینه مناسبی برای استفاده طولانی نیست. در این شرایط، استفاده از نازل فولادی سختکاریشده یا روکشدار منطقیتر است.
- در پرینترهای رزینی، فیلم FEP را بر اساس کیفیت سطح و شفافیت آن بررسی کنید؛ تعویض دیرهنگام میتواند منجر به نشت رزین و آسیب پرهزینه به LCD شود.
- تسمهها معمولاً قبل از پارگی، دقت را کاهش میدهند. اگر موجهای تکرارشونده روی دیواره چاپ میبینید، کشش تسمه را بررسی کنید.
قبل از خرید قطعات پرینتر سه بعدی جایگزین چه چیزهایی را چک کنیم؟
خیلی وقتها مشکل بعد از تعویض قطعات پرینتر سه بعدی شروع میشود، نه قبل از آن.
دلیلش ساده است: قطعهای که خریدهایم، دقیقاً با دستگاه ما سازگار نبوده است.
در پرینتر سه بعدی، شباهت ظاهری کافی نیست. یک نازل که رزوه M6 دارد، اگر طول رزوهاش متفاوت باشد، میتواند باعث نشتی مذاب شود. یک فن با ظاهر مشابه، اگر ولتاژ اشتباه داشته باشد، به برد آسیب میزند.
قبل از خرید هر قطعه مصرفی، چند بررسی کوتاه اما حیاتی لازم است.
چک سازگاری (Compatibility Checklist)
۱) مدل دقیق پرینتر را مشخص کنید.
در برخی برندها، حتی نسخههای مختلف یک مدل، هاتاند یا برد متفاوت دارند.
۲) نوع هاتاند را بدانید.
برای مثال MK8 با V6 از نظر طول نازل و طراحی داخلی یکسان نیستند. اگر نوع هاتاند را ندانید، احتمال نشتی یا توزیع نامناسب حرارت وجود دارد.
۳) طول و رزوه نازل را بررسی کنید.
تنها دانستن M6 بودن کافی نیست. طول رزوه و طول کلی نازل اهمیت دارد.
۴) مشخصات PTFE را دقیق بخوانید.
قطر داخلی (معمولاً حدود 2 میلیمتر برای فیلامنت 1.75) و قطر خارجی باید دقیقاً با اتصال دستگاه هماهنگ باشد. اختلاف جزئی هم میتواند باعث گیرکردن فیلامنت شود.
۵) ولتاژ فن را چک کنید.
12 ولت یا 24 ولت؟
اشتباه در این مورد میتواند فن یا حتی برد را بسوزاند.
۶) نوع ترمیستور را مطابق مشخصات دستگاه انتخاب کنید.
مقاومت نامناسب یا کانکتور متفاوت باعث نمایش دمای اشتباه و خطای حرارتی میشود.
این چند بررسی ساده، از بسیاری از خطاهای پرهزینه جلوگیری میکند.
انتخاب جنس و کیفیت قطعه
بعد از سازگاری، نوبت به کیفیت میرسد.
همه قطعات مصرفی عملکرد یکسانی ندارند.
در مورد نازل:
- اگر با PLA یا PETG معمولی چاپ میکنید، نازل برنجی انتخاب مناسبی است. انتقال حرارت خوبی دارد و قیمتش اقتصادی است.
- اگر فیلامنت ساینده مثل Carbon Fiber یا مواد فلزی استفاده میکنید، نازل فولادی سختکاریشده منطقیتر است. دیرتر ساییده میشود و قطر خروجی آن پایدارتر میماند.
در مجله رویش صنعت در مقاله ای با عنوان ” چرا نازل پرینتر سه بعدی گرم نمیشود ؟ ” به صورت تخصصی موضوع گرم نشدن نازل پرینتر سه بعدی را بررسی کرده ایم که مطالعه ی آن را پیشنهاد می کنیم.
در مورد PTFE:
مدلهای باکیفیتتر در دمای بالا کمتر تغییر شکل میدهند.
سطح داخلی صافتر آنها اصطکاک را کاهش میدهد و اکستروژن یکنواختتری ایجاد میکند.
در مورد فن:
فن ارزان ممکن است بعد از چند ماه صدا بدهد یا جریان هوای کافی نداشته باشد.
مدلهایی با بلبرینگ باکیفیتتر عمر طولانیتری دارند و خنککاری پایدارتر فراهم میکنند.
جدول راهنمای انتخاب سریع قطعات مصرفی پرینتر سه بعدی
| قطعه | گزینهها | مناسب برای | نکته سازگاری | پیشنهاد حرفهای |
| نازل | برنجی / فولادی | مواد معمولی / ساینده | نوع هاتاند و طول رزوه | برای مواد ساینده فولادی انتخاب شود |
| PTFE | استاندارد / مقاوم به دمای بالا | چاپ معمولی / دمای بالا | قطر داخلی و خارجی دقیق | مدل با تحمل حرارتی بالاتر بهتر است |
| فن | 12V / 24V | بسته به دستگاه | تطابق ولتاژ و ابعاد | فن با بلبرینگ باکیفیتتر انتخاب شود |
| ترمیستور | NTC 100K و مشابه | اغلب FDMها | نوع کانکتور و مشخصات مقاومت | دقیقاً مطابق مشخصات سازنده باشد |
| فیلم FEP | ضخامتهای مختلف | پرینتر رزینی | ابعاد دقیق مخزن | ضخامت توصیهشده سازنده رعایت شود |
آموزش گامبهگام تعویض قطعات مصرفی پرینتر FDM
در این بخش، بهجای توضیح کلی، دقیقاً وارد کار عملی میشویم.
هدف این است که اگر همین حالا تصمیم به تعویض قطعه گرفتید، بدانید چه کنید، چه اشتباهی نکنید و بعد از تعویض چه چیزی را بررسی کنید.
قبل از شروع یک اصل را در نظر داشته باشید:
هر قطعهای که با دما در تماس است (مانند نازل)، قواعد متفاوتی نسبت به قطعات مکانیکی دارد. عجله و سفتکردن بیشازحد، دو خطای رایج کاربران است.
تعویض نازل (Nozzle)
نازل یکی از پرمصرفترین قطعات در پرینترهای FDM است و در عین سادگی، بیشترین خطای نصب هم مربوط به همین قطعه است.
برای تعویض نازل، ابتدا دستگاه را روشن کرده و هاتاند را تا دمای چاپ همان فیلامنت گرم کنید. باز کردن نازل در حالت سرد میتواند به رزوه هیتبلاک آسیب بزند.
پس از رسیدن به دما:
- فیلامنت را خارج کنید.
- با یک آچار، بلوک هاتاند را ثابت نگه دارید.
- نازل را بهآرامی باز کنید.
- نازل جدید را ابتدا با دست ببندید تا رزوه درست درگیر شود.
- در همان حالت گرم، آن را تا حد استاندارد سفت کنید؛ نه بیشتر.
بعد از تعویض، چند سانتیمتر فیلامنت بهصورت دستی اکسترود کنید و اطراف نازل را از نظر نشتی بررسی کنید. سپس یک قطعه تست کوچک چاپ کنید تا از یکنواختی خروجی مطمئن شوید.
خطاهای رایج در این مرحله معمولاً شامل باز کردن نازل سرد، سفتکردن بیشازحد یا استفاده از نازل با طول رزوه نامناسب است.
وبسایت jlc3dp در یک مقاله تخصصی در خصوص لزوم تعویض نازل پرینتر سه بعدی اینگونه نوشته است:
یک نازل تمیز و سالم، قلب تپنده هر چاپ سهبعدی باکیفیت است.
اما با گذشت زمان، حتی بهترین نازلها هم فرسوده میشوند؛ کمی سایش در دهانه، اندکی تجمع فیلامنت در مسیر خروجی، و ناگهان جریان یکنواخت و دقیق دستگاه دچار اختلال میشود.در چنین لحظهای، تعویض نازل پرینتر سهبعدی بهترین و منطقیترین راهحل است؛ اقدامی ساده که میتواند کیفیت چاپ را دوباره به سطح ایدهآل برگرداند.
تعویض PTFE یا Heatbreak
اگر با گرفتگیهای مکرر یا تغییر رنگ انتهای لوله مواجه هستید، احتمالاً زمان تعویض PTFE رسیده است.
ابتدا اجازه دهید هاتاند کاملاً خنک شود. اتصال پنوماتیک را آزاد کنید و لوله قدیمی را خارج نمایید. انتهای آن را بررسی کنید؛ اگر تغییر شکل داده یا سوخته باشد، تعویض کاملاً ضروری است.
لوله جدید باید کاملاً صاف و عمود برش داده شود. کوچکترین زاویه یا لبپریدگی میتواند باعث ایجاد فاصله و تجمع مذاب شود. پس از نصب، مطمئن شوید لوله تا انتهای مسیر هدایت شده و فضای خالی باقی نمانده است.
پس از بستن، اکستروژن دستی انجام دهید تا مطمئن شوید فیلامنت بدون مقاومت عبور میکند.
سرویس یا تعویض اکسترودر (چرخدنده / Idler)
اگر هنگام چاپ صدای تقتق میشنوید یا فیلامنت روی خودش ساییده میشود، ابتدا اکسترودر را بررسی کنید.
دستگاه را خاموش کرده و پوشش اکسترودر را باز کنید. تجمع ذرات خردشده فیلامنت بین دندانهها میتواند باعث لغزش شود. در بسیاری موارد، تمیزکاری ساده مشکل را حل میکند.
اگر دندانهها گرد شده یا لبپریده باشند، تعویض چرخدنده ضروری است. هنگام بستن مجدد، فشار فنر Idler باید متعادل باشد؛ فشار بیشازحد به موتور فشار وارد میکند و فشار کم باعث لغزش میشود.
بعد از بستن، تغذیه دستی فیلامنت را امتحان کنید و یک قطعه تست کوتاه چاپ بگیرید.
تعویض فن هاتاند یا فن خنککننده
فن معیوب معمولاً با صدای غیرعادی یا کاهش محسوس خنککاری خودش را نشان میدهد.
دستگاه را از برق جدا کنید. قاب فن را باز کرده و اتصال سیم را جدا نمایید. هنگام نصب فن جدید، به جهت جریان هوا دقت کنید؛ نصب برعکس باعث افت کیفیت چاپ میشود.
پیش از بستن کامل قاب، دستگاه را روشن کنید و عملکرد فن را بررسی کنید تا از چرخش صحیح و بیصدا بودن آن مطمئن شوید.
تعویض تسمه و تنظیم کشش
اگر روی دیواره قطعات موجهای تکرارشونده میبینید یا محور کمی لقی دارد، تسمه نیاز به بررسی دارد.
تسمه قدیمی را آزاد کرده و مسیر عبور تسمه جدید را دقیقاً مطابق قبلی تنظیم کنید. کشش باید به اندازهای باشد که هنگام لمس، سفت اما نه کشیدهشده بیشازحد به نظر برسد.
بعد از نصب، محور را با دست حرکت دهید. حرکت باید نرم و بدون گیرکردن باشد. در نهایت یک مکعب تست چاپ کنید و دیوارهها را از نظر ghosting بررسی نمایید.
تعویض سطح چاپ یا ورقPEI
اگر قطعات بهسختی میچسبند یا سطح خراش عمیق دارد، احتمالاً زمان تعویض رسیده است.
بستر باید کاملاً خنک باشد. سطح قدیمی را بهآرامی جدا کنید و بستر را با الکل ایزوپروپیل تمیز نمایید. سطح جدید را بدون ایجاد حباب نصب کنید.
پس از نصب، حتماً فاصله نازل تا بستر را دوباره تنظیم (Level) کنید. این مرحله اغلب نادیده گرفته میشود و باعث چاپ ناموفق لایه اول میشود.
این مراحل، چارچوب عملی تعویض قطعات مصرفی در پرینترهای FDM است.

آموزش تعویض قطعات مصرفی پرینتر سه بعدی رزینی (SLA / LCD)
در پرینترهای رزینی، حساسترین بخش مصرفی مربوط به مخزن رزین و مسیر عبور نور UV است. برخلاف FDM که بیشتر با سایش مکانیکی سروکار داریم، اینجا دقت در تمیزی، آببندی و سلامت سطح شفاف اهمیت بالاتری دارد. کوچکترین خطوخش یا نشتی میتواند به LCD آسیب بزند و هزینهای چند برابر ایجاد کند.
تعویض فیلم FEP (مهمترین قطعه مصرفی)
فیلم FEP کف مخزن رزین قرار دارد و وظیفه عبور نور و جدا شدن لایه چاپشده از مخزن را بر عهده دارد. اگر این فیلم کدر، موجدار یا خراشخورده شود، کیفیت چاپ افت میکند و در موارد جدیتر، رزین نشت میکند.
ابزار لازم
- پیچگوشتی مناسب پیچهای مخزن
- فیلم FEP هماندازه با مدل دستگاه
- دستکش نیتریل
- دستمال بدون پرز و الکل ایزوپروپیل
مراحل تعویض
- مخزن رزین را از دستگاه جدا کنید و رزین باقیمانده را تخلیه نمایید.
- پیچهای قاب نگهدارنده فیلم را باز کنید و فیلم قدیمی را خارج نمایید.
- قاب و سطوح تماس را کاملاً تمیز و خشک کنید.
- فیلم جدید را بدون چینوچروک روی قاب قرار دهید.
- قاب را دوباره ببندید و پیچها را بهصورت ضربدری و تدریجی سفت کنید تا کشش یکنواخت ایجاد شود.
- اضافههای فیلم را با کاتر ظریف برش دهید.
نکته مهم این است که کشش فیلم باید یکنواخت باشد؛ سفتکردن ناهمسان پیچها میتواند باعث موجدار شدن سطح شود.
تست نشتی و تراز
پس از نصب، این موارد را بررسی کنید:
- مخزن را با مقدار کمی رزین پر کرده و چند دقیقه صبر کنید تا نشتی احتمالی مشخص شود.
- کف مخزن را از نظر یکنواختی و عدم وجود موج بررسی کنید.
- یک تست چاپ کوچک انجام دهید تا جدا شدن لایه اول طبیعی باشد.
اگر هنگام چاپ، قطعه به کف مخزن بچسبد یا صدای مکش غیرعادی شنیده شود، کشش فیلم نیاز به بازبینی دارد.
سرویس مخزن رزین و واشرها
مخزن رزین فقط به فیلم FEP محدود نمیشود. واشرهای آببندی و سطح داخلی مخزن نیز با گذشت زمان تحت تأثیر مواد شیمیایی قرار میگیرند.
در بازبینی دورهای:
- واشرها را از نظر ترکخوردگی یا تغییر شکل بررسی کنید.
- پیچهای مخزن را از نظر شلشدن کنترل نمایید.
- مخزن را پس از هر چند چاپ، کاملاً تمیز و خشک کنید تا رزین پلیمریزهشده باقی نماند.
بیتوجهی به این موارد میتواند باعث نشتی آهسته رزین شود؛ نشتیای که گاهی مستقیم به LCD میرسد و خسارت جدی ایجاد میکند.
چه زمانی LCD را باید تعویض کرد؟ (قطعه نیمهمصرفی)
LCD در پرینترهای رزینی عمر مشخصی دارد، اما برخلاف FEP، تعویض آن جزو نگهداری دورهای عادی محسوب نمیشود. معمولاً پس از تعداد مشخصی ساعت نوردهی، شدت تابش یکنواختی خود را از دست میدهد.
نشانههای رایج خرابی LCD عبارتاند از:
- ایجاد نقاط مرده یا بخشهایی که نور عبور نمیدهد
- چاپ ناقص در یک ناحیه مشخص از صفحه
- کاهش یکنواختی نوردهی در تست الگوی نور
اگر چنین علائمی مشاهده کردید، ابتدا مطمئن شوید مشکل از فایل چاپ یا تنظیمات نوردهی نیست. سپس با اجرای تست الگوی نور (Exposure Test) یکنواختی صفحه را بررسی کنید.
تعویض LCD باید با دقت بسیار بالا و مطابق دستورالعمل سازنده انجام شود، زیرا اتصال نادرست یا ورود گردوغبار بین لایهها میتواند کیفیت چاپ را بهشدت کاهش دهد.
در پرینترهای رزینی، دقت و تمیزی اهمیت بالاتری نسبت به نیروی مکانیکی دارد. هر مرحلهای که با باز کردن مخزن یا تماس با رزین همراه است، باید با صبر و رعایت اصول ایمنی انجام شود.
چکلیست بعد از تعویض قطعات پرینتر سه بعدی (تست و تنظیمات ضروری)
تعویض قطعه پایان کار نیست؛ اگر بعد از نصب، تست و تنظیم انجام نشود، همان مشکل قبلی ممکن است با شکل جدیدی برگردد. بسیاری از ایرادهایی که کاربران به «قطعه معیوب» نسبت میدهند، در واقع ناشی از بررسی نکردن همین مراحل ساده بعد از تعویض است.
در ادامه، یک چکلیست عملی و قابل استفاده بعد از هر تعویض آورده شده است. پیشنهاد میشود این مراحل را به ترتیب انجام دهید.
چکلیست قابل پرینت
بررسی اتصالات و کابلها
مطمئن شوید هیچ سوکتی نیمهجا نمانده و کابلها تحت کشش یا فشار نیستند.
تست اکستروژن دستی (در FDM)
چند سانتیمتر فیلامنت را بهصورت دستی عبور دهید تا از یکنواختی خروجی مطمئن شوید.
بررسی پایداری دما
در صورت تعویض نازل، ترمیستور یا هیتر، نمودار دما را چند دقیقه زیر نظر بگیرید. اگر نوسان غیرعادی وجود دارد، تنظیم PID یا بررسی اتصالها لازم است.
اجرای یک پرینت تست کوچک
یک مکعب کالیبراسیون یا مدل ساده چاپ کنید. هدف بررسی کیفیت لایه اول و یکنواختی دیوارههاست، نه زیبایی قطعه.
بررسی چسبندگی بستر و Level
پس از تعویض سطح چاپ یا حتی نازل، فاصله نازل تا بستر باید مجدداً تنظیم شود.
بررسی کشش تسمهها و حرکت نرم محورها
محورها را با دست حرکت دهید. حرکت باید روان، بدون گیرکردن و بدون صدای غیرعادی باشد.
این چکلیست ساده، تفاوت بین یک تعویض موفق و یک بازگشت دوباره به مرحله عیبیابی است.
اگر تست رد شد چه کنیم؟
گاهی با وجود نصب صحیح، نتیجه تست رضایتبخش نیست. جدول زیر کمک میکند سریعتر علت را پیدا کنید.
| تست | اگر مشکل داشت | محتملترین علت | اقدام |
| اکستروژن دستی | خروجی ناپیوسته یا سخت | PTFE جا نرفته یا نازل نیمهبسته | بازبینی مسیر فیلامنت |
| پایداری دما | نوسان شدید | اتصال ترمیستور یا هیتر | بررسی کابل و سوکت |
| لایه اول | چسبندگی ضعیف | Level نادرست یا سطح آلوده | تنظیم مجدد و تمیزکاری |
| دیوارهها موجدار | ghosting | کشش نامناسب تسمه | تنظیم کشش |
| چاپ ناقص در رزینی | بخشی چاپ نمیشود | LCD یا FEP مشکل دارد | تست نوردهی و بررسی فیلم |
اشتباهات رایج هنگام تعویض قطعات مصرفی پرینتر سه بعدی
بسیاری از خرابیهای تکرارشونده، نتیجه اشتباه در نصب است نه کیفیت پایین قطعه. آگاهی از این خطاها باعث میشود همان مشکل دوباره برنگردد.
- تعویض نازل در دمای نامناسب
باز کردن نازل سرد میتواند رزوه هاتاند را آسیب بزند و باعث نشتی دائمی شود. - سفت کردن بیش از حد پیچها یا نازل
فشار بیشازحد نهتنها مفید نیست، بلکه باعث تغییر شکل قطعه یا ترکخوردگی میشود. - استفاده از قطعه ناسازگار با مدل دستگاه
تفاوت کوچک در رزوه، طول یا ولتاژ میتواند مشکل جدید ایجاد کند. - جا زدن اشتباه ترمیستور یا هیتر
نصب نادرست این قطعات ممکن است منجر به خطای حرارتی یا توقف ناگهانی چاپ شود. - بیتوجهی به کالیبراسیون پس از تعویض
تعویض نازل یا سطح چاپ بدون تنظیم مجدد Level و تست چاپ، اغلب به لایه اول ناموفق منجر میشود. - استفاده از مواد مصرفی بیکیفیت
فیلامنت یا رزین نامرغوب میتواند باعث گرفتگیهای مکرر و فرسودگی سریعتر قطعات شود.
با رعایت همین مراحل ساده و پرهیز از این خطاها، احتمال بازگشت مشکل به حداقل میرسد و عمر قطعات جدید نیز بیشتر خواهد شد.
سوالات متداول درباره تعویض قطعات پرینتر سه بعدی
هر چند وقت یکبار باید نازل را تعویض کنیم؟
بازه دقیق به نوع استفاده و فیلامنت بستگی دارد. در کاربری خانگی با PLA یا PETG معمولی، نازل برنجی معمولاً بین ۳۰۰ تا ۵۰۰ ساعت چاپ عملکرد قابلقبول دارد. اگر از فیلامنتهای ساینده استفاده میکنید، این عدد میتواند بهطور محسوسی کمتر شود. معیار اصلی، نشانههای عملکردی است: افت دقت ابعادی، زبری غیرعادی سطح یا تغییر محسوس در قطر خروجی.
آیا میشود نازل را تمیز کرد و تعویض نکرد؟
در بسیاری از موارد بله. اگر مشکل ناشی از گرفتگی جزئی باشد، تمیزکاری با روشهایی مانند Cold Pull یا استفاده از سوزن نازک میتواند مؤثر باشد. اما اگر دهانه نازل ساییده شده یا تغییر شکل داده باشد، تمیزکاری کمکی نمیکند و تعویض گزینه منطقیتری است. تفاوت این دو حالت معمولاً در تکرار مشکل مشخص میشود؛ گرفتگی مکرر بعد از تمیزکاری نشانه سایش است.
اگر بعد از تعویض نازل مشکل حل نشد، مشکل از چیست؟
در این شرایط باید مسیر اکستروژن را کامل بررسی کنید. ممکن است PTFE بهدرستی جا نرفته باشد، چرخدنده اکسترودر لغزش داشته باشد یا دمای واقعی با مقدار تنظیمشده تطابق نداشته باشد. گاهی نیز تنظیم نادرست فاصله نازل تا بستر باعث میشود تصور کنیم مشکل از نازل است. جدول عیبیابی سریع که در مقاله آمده، در این مرحله راهنمای خوبی است.
چه قطعاتی را بهتر است همیشه یدکی داشته باشیم؟
برای جلوگیری از توقف ناگهانی چاپ، نگهداشتن چند قطعه مصرفی ساده منطقی است: یک یا دو نازل سایز پرکاربرد، یک لوله PTFE مناسب مدل دستگاه، یک تسمه یدکی محور و در صورت استفاده مداوم، یک فن جایگزین. در پرینترهای رزینی نیز داشتن یک فیلم FEP یدکی میتواند از توقف طولانی کار جلوگیری کند.
نشانههای خرابی برد پرینتر سهبعدی چیست؟
خرابی برد معمولاً آخرین سناریو است و قبل از آن باید قطعات مصرفی و اتصالات بررسی شوند. نشانههایی مانند خاموش شدن ناگهانی بدون دلیل حرارتی، از کار افتادن کامل یک محور با وجود سلامت موتور، یا عدم واکنش به فرمانهای حرکتی میتواند به برد مربوط باشد. با این حال، بسیاری از خطاهای حرارتی یا حرکتی در واقع ناشی از ترمیستور، هیتر یا کابل معیوب هستند نه خود برد.
آیا تعویض قطعات مصرفی گارانتی را باطل میکند؟
در اغلب موارد، تعویض قطعات مصرفی مانند نازل یا فیلم FEP بخشی از نگهداری عادی دستگاه محسوب میشود. با این حال، باز کردن بخشهای الکترونیکی یا تعویض قطعات غیرمصرفی ممکن است طبق شرایط برخی شرکتها بر گارانتی اثر بگذارد. بهترین کار، بررسی شرایط گارانتی مدل دستگاه پیش از انجام تغییرات گسترده است.
برای فیلامنتهای ساینده چه نوع نازلی بهتر است؟
فیلامنتهای حاوی الیاف کربن، فلز یا مواد شبتاب بهسرعت نازل برنجی را میسایند. در این شرایط، نازل فولادی سختکاریشده یا مدلهای مقاومتر گزینه مناسبتری هستند. اگر استفاده از این مواد مداوم است، سرمایهگذاری روی نازل با دوام بالاتر از تعویضهای مکرر اقتصادیتر خواهد بود.
جمعبندی: چطور با تعویض هوشمند قطعات، هزینه تعمیرات را کم کنیم؟
نگهداری صحیح پرینتر سهبعدی بیشتر از آنکه وابسته به مهارت فنی پیچیده باشد، به تصمیمگیری بهموقع وابسته است. اگر نشانهها را جدی بگیرید و از جدول عیبیابی استفاده کنید، بسیاری از مشکلات قبل از تبدیل شدن به خرابی جدی قابلحل هستند.
انتخاب قطعه سازگار و باکیفیت، از ایجاد خطای دوم جلوگیری میکند. قطعهای که دقیقاً با مدل دستگاه هماهنگ باشد، نهتنها عملکرد پایدارتر دارد، بلکه از آسیب به بخشهای گرانتر جلوگیری میکند.
چکلیست بعد از تعویض نیز نقش مهمی دارد. بررسی اتصالات، تست اکستروژن و اجرای یک چاپ آزمایشی ساده میتواند از بازگشت همان مشکل در چاپ بعدی جلوگیری کند.
در نهایت، داشتن یک برنامه نگهداری ساده — شامل بازبینی دورهای نازل، تسمهها، سطح چاپ یا فیلم FEP — باعث میشود تعویض قطعات مصرفی به یک اقدام پیشگیرانه تبدیل شود، نه واکنشی به یک خرابی پرهزینه.
اگر تمایل داشته باشید، میتوانید چکلیست سرویس ماهانه و جدول عیبیابی را بهصورت فایل قابل چاپ تهیه کنید و بهعنوان برنامه نگهداری ثابت دستگاه از آن استفاده کنید.
https://rooyeshsanat.com/SZ31YI
کپی آدرس